Stamicarbon Leaps Towards Sustainable Fertilizer Production with Green Ammonia Technology
Stamicarbon is proud to announce the launch of Stami Green Ammonia Technology as a solution to tackle the global carbon challenge. The technology relies on renewable resources – instead of fossil fuels – to eliminate carbon from the process, paving the way for sustainable and green fertilizer production.
“Green Ammonia technology is at the heart of Stamicarbon’s innovation program and vision for the future,” says Pejman Djavdan, Managing Director at Stamicarbon. “The world is demanding accelerated cooperative climate action to reduce emissions and Stamicarbon is determined to be part of the solution. Our new Stami Green Ammonia Technology plots a clear course towards green fertilizer production from nature’s elements – solar, wind energy, hydrogen from water– instead of fossil fuels - and nitrogen from the air. It, therefore, represents a significant leap forward for sustainability within the fertilizer industry, while also offering exciting opportunities for collaboration between the fertilizer and energy markets.”
Stamicarbon has signed exclusive cooperation with Argentinian-based Raybite S.R.L. for the commercialization of their small-scale ammonia technology package. The cooperation agreement means that Stamicarbon has become an ammonia licensor for small-scale ammonia plants. By adding this technology to Stamicarbon’s portfolio, commercialization of small-scale urea plants and mono-pressure nitric acid plants in green fertilizer projects becomes feasible.
The Stami Green Ammonia Technology can also be applied in existing plants, as part of a hybrid technology solution to make existing fertilizer production more sustainable. Producers can choose, for example, to use this technology in combination with urea production based on carbon recycling, or in combination with nitrate fertilizers. In addition to delivering the technology, Stamicarbon can also assist with feasibility studies, project development and financing.
The Impact of Green Ammonia
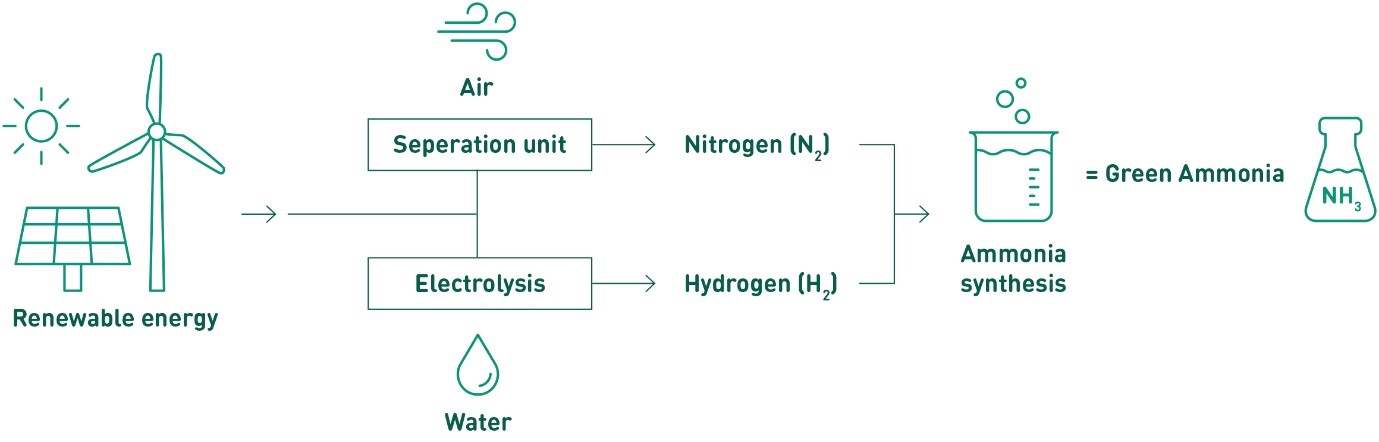
Ammonia synthesis requires hydrogen and nitrogen. Conventional, or “grey”, ammonia production relies on fossil fuels, such as natural gas, and steam to produce hydrogen and carbon monoxide. Hydrogen is then used in ammonia synthesis, while carbon monoxide gets converted into carbon dioxide and is largely released into the atmosphere, increasing the greenhouse effect.
On the other hand, the green counterparts of conventional plants use water electrolysis for hydrogen production and rely on renewable resources, like solar or wind energy, to power the production of ammonia. This eliminates fossil fuels from the process, resulting in a sustainable, carbon-free output.
Ammonia acts as a building block for nitrogen fertilizers and plays an important role in providing optimal plant nutrition, yet it is responsible for 1% of the world’s greenhouse gas emissions. Powering ammonia synthesis with renewable energy sources thus becomes a significant step towards a more sustainable fertilizer production.
Stami Green Ammonia is a CAPEX competitive technology, offering a solid reference base (with 4 plants in operation), reliability and proven design. Stamicarbon will provide its green ammonia technology for the development of a green power-to-fertilizer plant at the Oserian Two Lakes Industrial Park in Kenya. For more information about the project, please refer to the following Maire Tecnimont S.p.A. press release: https://www.stamicarbon.com/press-release/maire-tecnimont-group-starts-preliminary-work-renewable-power-fertilizer-plant-kenya
Comparison with Other Technologies
The Stami Green Ammonia technology differs in the pressure of the synthesis gas, which is ideal for current Green Ammonia applications. The operating reference plants are based on natural gas, with a different synthesis gas make-up. This makes the technology suitable for grey and green ammonia plants.
The application of the green ammonia set-up is more favorable, due to the high purity of the synthesis gas feedstock. In addition, there are hardly any inerts present within the process, which means that the conversion per pass of the reactor is higher. Meanwhile purging can be minimized, resulting in minimal (or even redundant) need for ammonia recovery.
The produced ammonia is condensed without the need for a large dedicated refrigerating compressor. A multi-service compressor accommodates the refrigerating compression stage instead, allowing for better plant reliability and substantial CAPEX saving compared to other technologies.
Stamicarbon will host a free webinar about Stami Green Ammonia on May 27, at 13:00 (GMT +2). Sign up for the upcoming webinar at the below button.